


铸铁地轨铸件在浇注时 先要保证地轨铸件的壁厚应该要合适。在一定的铸造条件下,铁水应该充满铸型的 小厚度,小厚度既是铸铁地轨的小壁厚。为了避免地轨铸件产生浇注不足和冷隔缺点,应该在计划地轨铸件壁厚的的时,使地轨铸件壁厚不小于 小壁厚,另外,铸铁地轨薄壁部分因浇注时冷速度比较大,容易产生白口组织,使该处既硬又脆加工难度变大,为了防止白口,地轨铸件的壁厚应该足够大。
相反,壁厚地轨铸件容易产生缩孔、缩松、石墨粗大等缺点。厚大的球墨铸件,容易出现球化阑珊、造成球化不好,使地轨铸件的力学机能下降。因此,地轨铸件的壁厚也不应该计划的过厚,应该不超过地轨铸件的临界壁厚。我公司生产铸铁平台
目前地轨热加工工艺已经融入了现代先进加工技术,充分得体现了技术间的有合理的结合,地轨热加工工艺的发展方向正在一步步地进行着:
热加工技术与产品新结构同步发展。如摩擦焊接、热等静压和液相扩散焊等热加工技术分别与整体涡轮转子、整体叶盘结构和大型夹芯。工艺材料在热加工过程中的作用愈来愈大。如钛合金锻造用玻璃润滑剂、铸造用型芯和壳体材料及涂料等;结构风扇叶片及对开叶片等新结构同步发展;
学科间互相渗或组合成复合成形工艺愈来愈多。如超塑性成形/扩散连接和形变热处理技术等;常规热加工技术逐步被现代技术改造。古老的锻、铸、焊、热、表面处理等常规技术引进了计算机、真空和激光等技术,被改造为高新技术。我公司生产划线铸铁平台
新工艺方法与新材料同步发展。如热等静压和超塑性锻造与粉末高温合金和液态金属快速冷轧制与非晶态材料同步发展等。
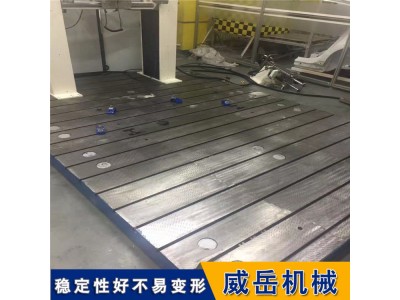
地轨主要是根据设备的固定点来设计、拼接成铸梁平台,用于大型设备的装配、试验、焊接和检验。所以也要对地轨进行定期保养:
1、地轨应安装在通风、干燥的环境中,并远离热源、有腐蚀的气体、有腐蚀的液体。
2、为了防止地轨发生的变形,在吊装地轨时,要用四根同样长度的钢丝绳同时挂住地轨上得四个起重孔,将地轨平稳吊装在运输工具上。
3、将地轨支承点垫好、垫平,保证每个支撑点受力均匀,保证整个地轨平稳。我公司生产铆焊平板
4、地轨安装时将地轨的各个支撑点用调整垫铁垫好、垫实,由技术人员将地轨调整至合格精度。
5、为了防止地轨整体变形,使用完哔后,要将工件从地轨上拿下来,避免工件长时间对地轨重压造成的变形6、地轨http://www.chinaweiyue.com/咨询13231713280不用时要及时将工作面洗净,然后涂上一层防锈油,并用防锈纸盖上。地轨按 标准实行定期周检,检定周期根据具体情况可为6-12个月。
以上就是关于铸铁地轨在浇注时的壁厚要求和热加工工艺发展趋势全部的内容,关注我们,带您了解更多相关内容。


