



大型铸铁平台的质量对于每个使用的客户都是重要的,大型铸铁平台的等级了分为0级、1级、2级等大型铸铁平台的等级要求的比较高大型铸铁平台可使用。大型铸铁平台清理时注意事项,树脂砂型刚度好,浇注初期砂型强度高这有条件利用铸凝固过程的石墨化膨胀,地去掉缩孔、缩松问题,实现墨铸铁件的少冒口、无冒口铸造。实型铸造生产中采用泡塑模样应用呋哺树脂自硬砂造型。
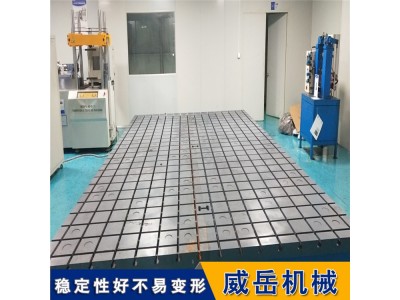
当金属液浇入大型铸铁平台铸型时,大型铸铁平台泡沫塑料模样为了防止大型铸铁平台发生的变形,在吊装大型铸铁平台时,要用四根同样长度的钢丝绳同时挂住大型铸铁平台得四个起重孔,平稳吊装在运输工具上。将大型铸铁平台支承点垫好、垫平,保证每个支撑点受力均匀,保证整个大型铸铁平台平稳。大型铸铁平台安装时将大型铸铁平台的各个支撑点用调整垫铁垫好、垫实,由技术人员将大型铸铁平台调整至合格精度。大型铸铁平台使用时要轻拿轻放工件,不要在大型铸铁平台上挪动比较粗糙的工件,以免对铁地板工作面造成磕碰、划伤等为了防止大型铸铁平台整体变形,使用完哔后,要将工件从大型铸铁平台上拿下来,避免工件长时间对大型铸铁平台重压造成检验形。
铁地板不用时要及时将工作面洗净,然后涂上一层防锈油,并用防锈纸盖上,用大型铸铁平台的外包装将铁地板盖好时不注意造成对大型铸铁平台工作面的损伤,铁地板应安装在通风、干燥的环境中,并远离热源、有腐蚀的气体、有腐蚀的液体导致铁地板的精度达不到使用目的有哪些?不正确的对大型铸铁平台进行安装调整,会导致大型铸铁平台的精度达不到客户使用的目的。
大型铸铁平台工作面通常应采用刮削工艺,对采用刮削加工的3级铁地板工作面,其表面粗糙度Ra的允许值为5um。平面度公差见表2的规定。大型铸铁平台采用刮削工艺应进行涂色对研检验,对研后显示的接触点面积的比率见表3的规定,或者按25mm×25mm正方形面积见表3的规定,且任意25mm×25mm中的接触点数之间应不大于5点。1000×1000—3000×6000(mm),(大型铸铁平台均按用户按图纸加工)。
大型铸铁平台检测工具的误差,客户测量大型铸铁平台的精度,需要用的电子水平仪来完成,有的时候客户拿一根铸铁平尺进行测量是不标尺自身的误差可能把大型铸铁平台的误差大。铁地板本身的误差,大型铸铁平台的中如果比四周低,这是属于正常现象。铁地板的粗刮细刮精刮详细说明,粗刮的首要任务应先解决形位误差问题,粗刮刀迹要宽大、要大刀阔斧地进行。对每个点只刮一次不刮次,刀迹方向是同方向顺次排列,每轮变换一次。经过反复循环不断刮研,黑点由少变稠密,由不均匀分布至均匀分布,当任意刮方(25mm×25mm)达到4~6点时度达到时即告粗刮阶段中止。
细刮在粗刮基础上进行。大型铸铁平台细刮的任务主要解决表面质量问题,即接触精度、几何精度(平面度达到0.01mm/500mm2)、表面粗糙度(Ra1.6~R还要兼顾到形位误差。精刮是在细刮基础上进行的,精刮的任务是进行提高刮研表面质量,兼顾、核定形位误差。当黑点增加到每任意方20~25点时,即精刮结束,其铁地板平面度应为0.01mm/500mm2以下,大型铸铁平台表面粗糙度为RaRa1.6。1级精度大型铸铁平台是这样达到的。大型铸铁平台的技术要求,铁地板使用桥板对被测面进行分段,由仪器读取各段前后两点测量线相对于标准直钱的倾斜角或高度差值,通过数直线度、平面度误差值的一种间接测量方法。
联系人威岳机械谢女士15350773479
原文链接:http://www.lingmov.com/shangji/show-3842.html,转载和复制请保留此链接。
以上就是关于大型铸铁平台 1级重型铸铁平台 机床平台生产全部的内容,关注我们,带您了解更多相关内容。
以上就是关于大型铸铁平台 1级重型铸铁平台 机床平台生产全部的内容,关注我们,带您了解更多相关内容。




