

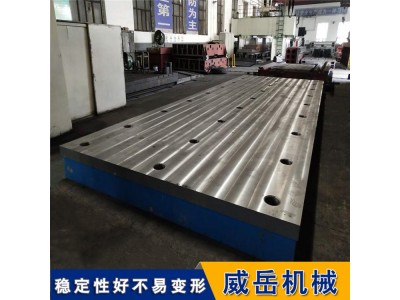

提醒用户在使用铸铁地轨时,先看铸铁地轨使用说明:使用T型槽铸铁地轨前,先用无腐蚀性汽油,将工作面的防锈油洗净,并用脱脂棉纱擦拭干净,方可使用,温度变化会产生误差,应在20±5℃范围内使用铸铁地轨,使用地轨时,先用水平仪调整地轨到水平,使重量均匀分布各支点上,用时小心严防碰撞铸铁地轨,用完后,擦拭干净涂无水酸性的防锈油,覆盖防潮纸置铸铁地轨于清洁干燥处存放,地轨周检期长为一年。铸铁地轨材质:HT200-300强度灰口铸铁,球铁或铸钢.设计铸铁地板时要充分考虑铸铁地轨的动载和静载负荷.保证铸铁地轨是本身构造能满足试验的动载要求,大型铸铁地轨可拼接.我们提供合理的图纸和安装设计。
铸铁地轨球墨铸件正火的目的是将基体组织转换为细的珠光体组织。工艺过程是将基体为铁素体及珠光体的球墨铸铁件重新加热到850-900℃温度,原铁素体及珠光体转换为奥氏体,并有部分球状石墨溶解于奥氏体,经保温后空冷奥氏体转变为细珠光体,因此球墨铸铁地轨的强度提高。球墨铸件,球墨铸铁铁件常用的热处理方法如下。低温石墨化退火加热温度720~760℃。随炉冷至500℃以下出炉空冷。使铸铁地轨共析渗碳体分,获得铁素体基体的球铁,以提高韧性。铸铁地轨高温石墨化退火880~930℃,转至720~760℃保温,随炉冷至500℃以下出炉空冷。
去掉铸铁地轨白口组织,获得铁素体基体的球铁,提高塑性,降低硬度,增加韧性。全奥氏体化正火880~930℃,冷方式:雾冷、风冷或空冷,为减少应力,增加回火工序:500~600℃,获得珠光体+少量铁素体+球状石墨,增加铸铁地轨硬度和耐磨性。不全奥氏体化正火820~860℃加热,雾冷、风冷或空冷,为减少应力增加回火工序500~600℃,获得珠光体少量分散的铁素体组织,铸铁地轨得到较好的综合力学性能。调质处理840~880℃加热,油或水冷,淬火之后的回火温度:550~600℃,获得回火索氏体组织,提高综合力学性能。
因为铸铁地轨检测法简单、经济、能保证测量精度,能测量一些通用量仪难以测量的工件,因而在铸铁地轨检测方面得到了广泛的应用。铸铁地板检测法是以铸铁地轨为工作台,在上按装工件、小方铁、方箱、圆柱角尺等量具、表架及其他辅助工具并对被测件进行测量,充分利用圆柱、钢球半径在各个方向相等,且接触点处的半径和接触面垂直的特点,将圆柱、钢球靠在被测面上后可以达到改变测量方箱的目的,充分利用铸铁地轨作为基准平面的特点,从任何位置测量出被测件各个不同点、线、面对平面的高度值。
制模时,应严格控制铸铁地轨蜡料温度在48~52℃,注射压力为0.2~0.6MPa。铸铁地轨制模合型前,仔细检查铸铁地轨分型面,并清理干净,同时要锁紧压型。降低压型分面粗糙度,同时提高压型分型面的制造质量,保证铸铁地轨分型面的平面度和粗糙度,使铸铁地轨满足图样要求。制定合理的压型使用寿命,加强使用前检验,发现问题及时修,确保铸铁地轨压型处于合格状态。改进铸铁地轨压型设计并合理选材,增加铸铁地轨压型的刚度,必要时调整锁紧的位置,确保铸铁地轨压型质量。
联系人威岳机械谢女士15350773479
原文链接:http://www.lingmov.com/shangji/show-3683.html,转载和复制请保留此链接。
以上就是关于铸铁地板价格_铸铁地板报价全部的内容,关注我们,带您了解更多相关内容。
以上就是关于铸铁地板价格_铸铁地板报价全部的内容,关注我们,带您了解更多相关内容。




