


铸铁平台在T形槽铣削步骤,安装工件铣削T形槽通常先在工件表面划上线印,安装工件时按照线印找正并确定铣刀切削位子。
(a) 所示选择铣刀铣T形槽要先铣出直角槽,铣直角槽使用立铣刀或三面刃铣刀,根据T形槽的直角槽宽度选择合适的铣刀直径或宽度。选择T形槽铣刀时,要使直径和高度符合T形槽的宽度和高度。
(b) 所示铣削直角槽铣刀安装好后,摇动工作台,使铣刀对准工件毛坯上的线印,并固紧防止工作台横向移动的手柄。开始切削时,采取手动进给,铣刀全部切入工件后,再用自动进给进行切削,铣出T形轮廓。
(c) 所示用倒角铣刀铣出倒角轮廓,注意倒角时两边要调整对称。 在铣T形槽的过程中要注意,铣削用量不宜过大,及时排屑,充分地散热降温。
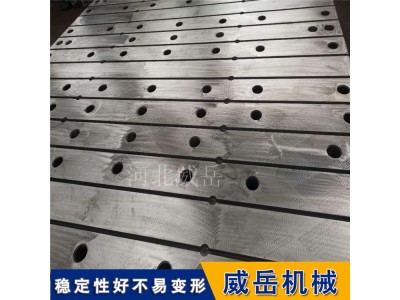
T型槽平台顾名思义就是铸铁平台工作面上加工出T型槽,T型槽的作用就是配合螺栓和螺杆对工件进行固定,方便焊接和装配等工作,T型槽的尺寸要根据使用螺栓的尺寸来定,T型槽的规格尺寸一般都是按客户需要定制。在T型槽平台,装配平台刨T型槽的凹槽时,切削用量要求,并且要用手动走刀,以免损坏刀具和工件。
在刨削T型槽过程中要注意刀具的非切削部分不要与铸铁平板发生摩擦或碰撞,以免造成事故或产生废品。每次切削行程的终了、回程开始之间,要切刨刀抬出槽处。因此,前后越程都应该适当放大,以便有较充足的进间和空间抬刀或落刀。铸铁工作台T型槽加工步骤:
1、在铸铁平台的端面和上平面已经画好的加工线找正和装夹平台。
2、用切槽刀刨出直角槽。如果T型槽较小(槽宽小于100mm),顶部直角槽精度要求不高,可在一次走刀中切出,使其宽度等于T形槽槽口的宽度。如果T形槽较小和槽口精度要求较高或T形槽较大时,须粗刨和精刨两次刨出直角槽。
3、刨侧面左右凹槽。加工前,用铸铁直角尺或铸铁方尺检查弯头切刀切削刃与铸铁平板顶面是否垂直,若不垂直,则应重新调整刀具到保证垂直为止。然后用弯头切刀分别刨削左右侧面的凹槽。
4、倒角。用两个主偏角均为45°的尖头刨刀倒角。
铸铁T型槽平台的用材,铸铁T型槽平台的规格,要慎重考虑设计和价格是否合理,以免买到存在质量隐患的T型槽平板http://www.chinaweiyue.com/。主要用于机械、机床制造、电子、电力等20多种行业,其中以重工业使用较为普遍,占总产量的95%。在使用时要先行安装调试,然后才可以使用。
详询可登陆我们的官网http://www.chinaweiyue.com/或服务电话
联系人:销售部邓女士 15533753786竭诚为您服务!
以上就是关于筋板加固电机测试平台铸铁铆工平台 刮削工艺全部的内容,关注我们,带您了解更多相关内容。

