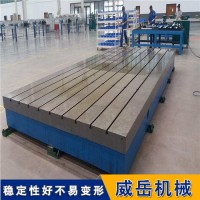
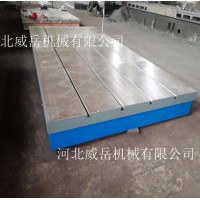
铸铁平台标准要求:
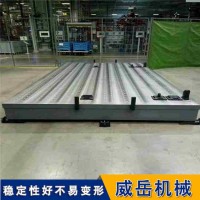
1.T型槽铸铁平台应采用好细颗料的灰口铸铁或合金铸铁制造。
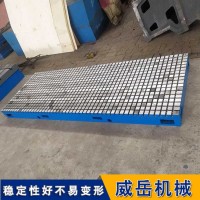
2.T型槽铸铁平台任务面的硬度应为hb170-220。
3.T型槽铸铁平台外表不该有锈迹、划痕、碰伤及其他影响运用的外观问题。
4.T型槽铸铁平台外表不该有砂孔、气孔、裂纹、夹渣及缩松等锻造问题。各类锻造外表应肃清型砂、且外表平坦,涂漆结实。各棱边应修钝。在精度品级低于“00”级的平台任务面上,关于直径小于15mm的砂孔答应用一样的资料梗塞,其硬度应低于四周资料的硬度。在任务面上梗塞的部位应不多于四处,其互相之间的间隔应不小于80mm。
计量技术中对工件加工面粗糙度的微观几何形状特性的测量。比较常用的测量方法有比较法、触针法、等。
1. 比较法将表面粗糙度比较样块根据视觉和触觉与被测表面比较,判断被测表面粗糙度相当于那一数值,或测量其反射光强变化来评定表面粗糙度(见激光测长技术 ) 。样块是一套具有平面或圆柱表面的金属块,表面经磨、车、镗、铣、刨等切削加工,电铸或其他铸造工艺等加工而具有不同的表面粗糙度。有时可直接从工件中选出样品经过测量并评定合格后作为样块。利用样块根据视觉和触觉评定表面粗糙度的方法虽然简便,但会受到主观因素影响,不能得出准确的表面数值。
2. 触针法利用针尖曲率半径为2微米左右的金刚石触针沿被测表面缓慢滑行,金刚石触针的上下位移量由电学式长度传感器转换为电信号,经放大、滤波、计算后由显示仪表指示出表面粗糙度数值,也可以用记录器记录被测截面轮廓曲线。一般将仅能显示表面粗糙度数值的测量工具称为表面粗糙度测量仪,同时能记录表面轮廓曲线的称为轮廓仪,这两种测量工具都有电子计算电路或电子计算机,它能自动计算出轮廓算术平均偏差 Rα,微观不平度十点高度 RZ ,轮廓_高度 Ry 和其他多种评定参数,测量效率高,适用于测量 Rα 为0.025 ~ 6.3微米的表面粗糙度。
T型槽铸铁平台http://www.chinaweiyue.com/是一种量具,主要原理是应用的是游标读数。多用来对一些零件的内外径,还有长度宽度等进行测量,同时也能测量两件的高度与深度等,可以说,T型槽铸铁平台的应用时非常广泛的。T型槽铸铁平台需要进行热处理,因为它是一种大型铸件要经过热处理才能提高本身的使用价值。
联系人 销售部经理 王女士13231713280 竭诚为您服务!
以上就是关于河南铸铁平台厂家钜惠非标产品T型槽铸铁平台薄利多销全部的内容,关注我们,带您了解更多相关内容。